Sayyad Zahid Qamar
Sultan Qaboos University, Oman
Title: Mitigation of major product defects in aluminum extrusion
Biography
Biography: Sayyad Zahid Qamar
Abstract
In any manufacturing environment, defects resulting in rework or rejection are directly related to product cost and quality, and indirectly linked with process, tooling, and product design. Thorough of product defects is therefore integral to any attempt at improving productivity, efficiency, and quality. Commercial aluminum extrusion is generally a hot working process and consists of a series of different but integrated operations: billet preheating and sizing, die set and container preheating, billet loading and deformation, product sizing and stretching/roll-correction, age hardening, and painting/anodizing. Product defects can be traced back to problems in billet material and preparation, die and die set design and maintenance, process variable aberrations (ram speed, extrusion pressure, container temperature, etc), and post-extrusion treatment (age hardening, painting/anodizing, etc). The current paper describes some major press-area extrusion product defects, traces their origins and causes, and proposes remedial majors for their prevention and mitigation. Sources of information are published articles from research and trade journals, extensive discussions with practicing engineers in regional extrusion plants, and extrusion research conducted over roughly two decades.
Introduction: Aluminum extrusion is primarily a hot working process with high productivity and low rejection rates. From a defects viewpoint, an extruded profile may either be reworked or rejected. Rejected product is highly undesirable as it leads to material and manhour/ processing loss, in addition to the extra cost required to make up for the rejected items. This rejection may be traced to defective billets, faulty or unsuitable tooling, processing anomalies, post-extrusion defects, and surface finishing defects. For ease of quality assurance and costing activities, the entire setup can be divided into three major cost centers: press area (all activities up to and including age hardening furnaces), anodizing, and painting.For both extrusion research and industrial practice, it is important to study product defects: their detailed breakdown, their mechanics-based and activity-based classification, their causes and origins, and their preventive/remedial measures. The current paper briefly describes those extrusion product defects that are commonly encountered in the press area of a commercial enterprise.
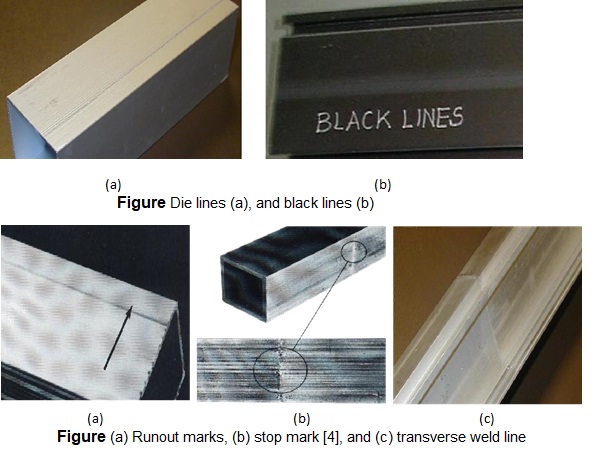
Defects included in this review are: Die lines. Black Lines. White lines. Scales or blisters. Pick-up defect. Silicon marks. Runout marks. Graphite lines. Die stop marks. Billet-to-billet weld or transverse weld. Stains/oil patches. Twists and bends. Scratches. Damages. Dents. Hot rub marks. Rough surface. Out of angle. Concave or convex or uneven surface. Off dimensions. Uneven wall thickness.